One of FCL’s longest client relationships is with a leading oil refinery cyclone manufacturer who nearly thirty years ago decided to outsource their mechanical design work to FCL.

The cyclones are commonly installed inside FCCU reactor and regenerator vessels and can be subject to long term temperatures of nearly 800°C under external pressures develop by the process through-flow.

Throughout the relationship, FCL’s expertise has underwritten the continuous improvement of the cyclone design methods employed, enabling our client to demonstrate a technical advantage over their competitors and thus enhance their reputation in the industry sector in which they operate. This has led to the award and successful execution of turnkey refinery revamp projects in which entire new reactor and regenerator vessel head assemblies, including the internal plenum and cyclones, are designed and built for installation during refinery shutdowns.
FCL have similar long-standing relationships with a number of high profile oil refinery and chemical plant operators to whom we regularly provide engineering support ahead and/or during plant outages. Such work often involves the assessment of the significance of defects and/or excessive corrosion found during outage inspections, but can also include the design of replacement equipment when specific assets reach the end of their useful life.
Case studies covering some of the work that we have carried out for clients in the petrochemical industry can be viewed by clicking on the links below.
FAQs
Added March 2026.
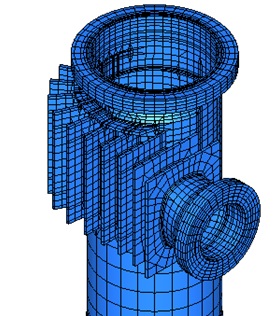
Internal components provided in oil refinery reactor and regenerator vessels may be exposed to temperatures in excess of 750°C. This necessitates the adoption of time-dependent design stresses for the various operating scenarios, with life-fraction methods then typically used to assess the combined creep damage accrued over the complete operating duty.
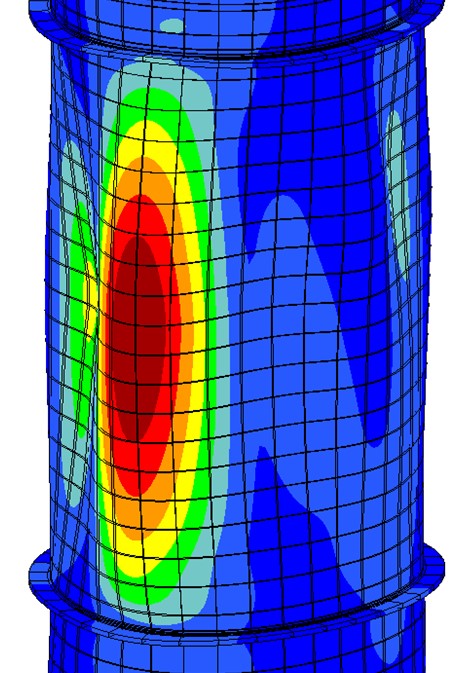
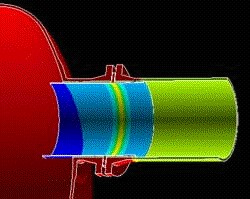
Other key challenges include the design of the interfaces between the extremely hot internal components and the relatively cool pressure envelope, which is typically protected by a thick layer of insulating refractory material. The junction between the plenum chamber skirt and the top head of the vessel typically presents the greatest design challenge, requiring the use of linked finite element thermal and stress analysis methods to provide an accurate prediction of induced stress levels and the application of simplified elastic-plastic assessment methods to demonstrate the adequacy of the design.
Asset integrity management (AIM) is a multifaceted activity that starts with correct design and selection of appropriate materials for the intended service. Thereafter, it involves the monitoring of asset condition via regular inspection, enabling the tracking of key parameters such as remaining wall thickness over time.
Effective AIM requires the definition of clear limits for each monitored parameter and a sound understanding of the likely damage mechanisms. When applied correctly, AIM provides an accurate indication of the remaining life of a piece of equipment and enables identification of limiting features, for which supplementary assessment could be performed with the objective of redefining the limits and permitting extended life.
Pressure vessel life extension typically involves the preparation of an assessment to demonstrate the presence of increased thickness margins. Often, this can be achieved by demonstrating that the vessel remains satisfactory with the application of a greater corrosion allowance than was considered in the original design. On other occasions, recourse may be necessary to refining the assumptions made about loading or to justifying a reduction in the severity of the design loads applied. Once an increased thickness margin has been demonstrated, information on expected future corrosion rates may be used to estimate the safe remaining life. In this way, equipment retiral may often be delayed, reducing or delaying capital expenditure and helping to prevent costly unscheduled plant shutdowns.
New-build pressure vessels for the petrochemical industry are typically designed in accordance with ASME Section VIII Division 1 or Division 2, EN 13445 or, for the UK market, PD5500. Assessment of damaged equipment to underwrite continued operation and/or life extension is most commonly carried out in accordance with API 579-1 / ASME FFS-1. At FCL we have in-depth experience of working with all of these codes.

Please use this form if you have any questions about our capabilities or would like to obtain a quotation.
Alternatively, you are welcome to call or contact us by e-mail.
+44 (0)1992 585450 enquiries@finglowconsultants.co.ukYour enquiry has been safely and securely received. Our office is open weekdays from 9am to 5pm - you can expect a response during the next 2-3 working hours.