Occasionally process plant operators need to modify the operating parameters of the plant in their charge. This is often to increase plant capacity and can result in a requirement to rerate installed items of process equipment.
FCL engineers have the necessary experience and tools to assist in the rerating process to ensure that plant safety is not compromised.
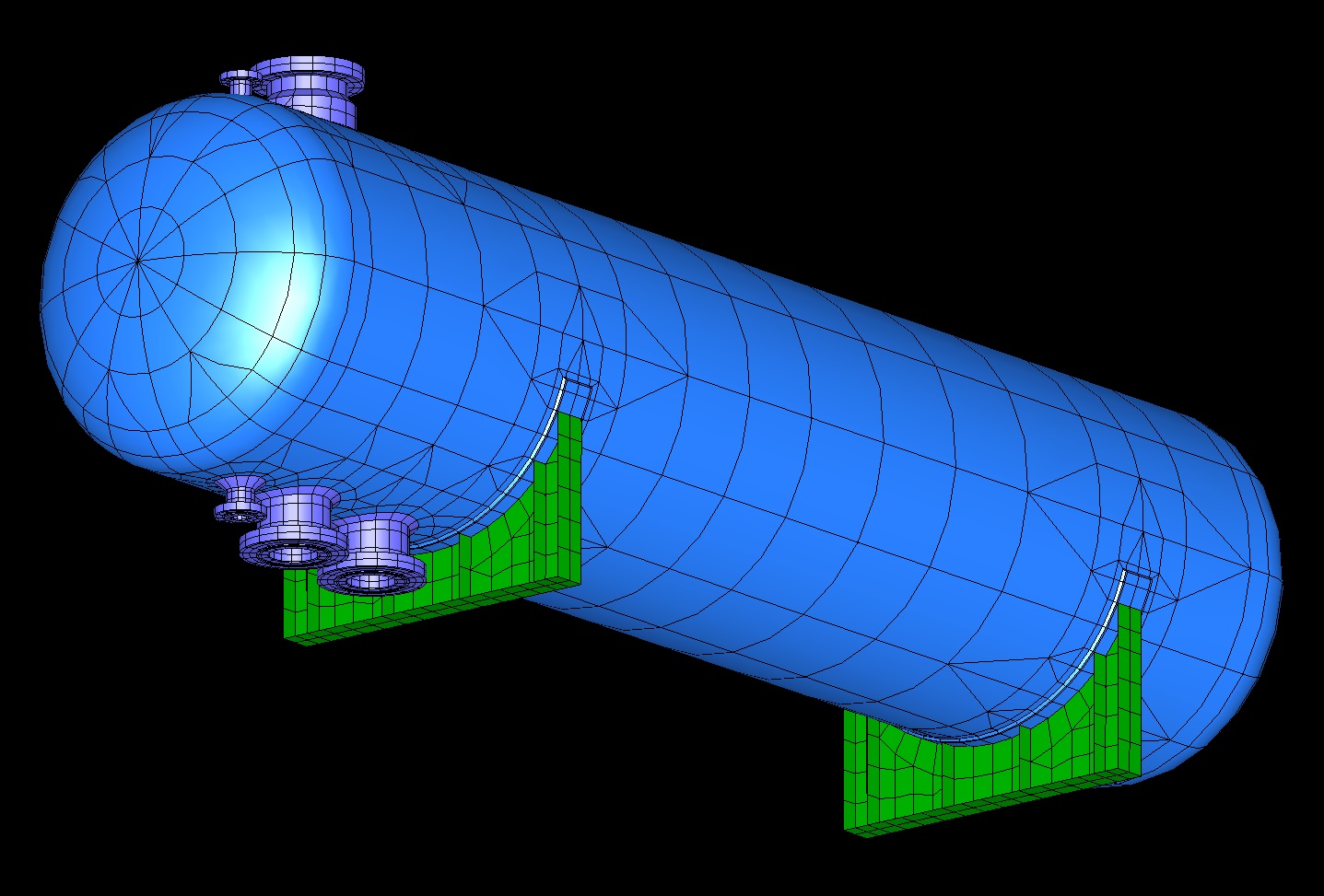
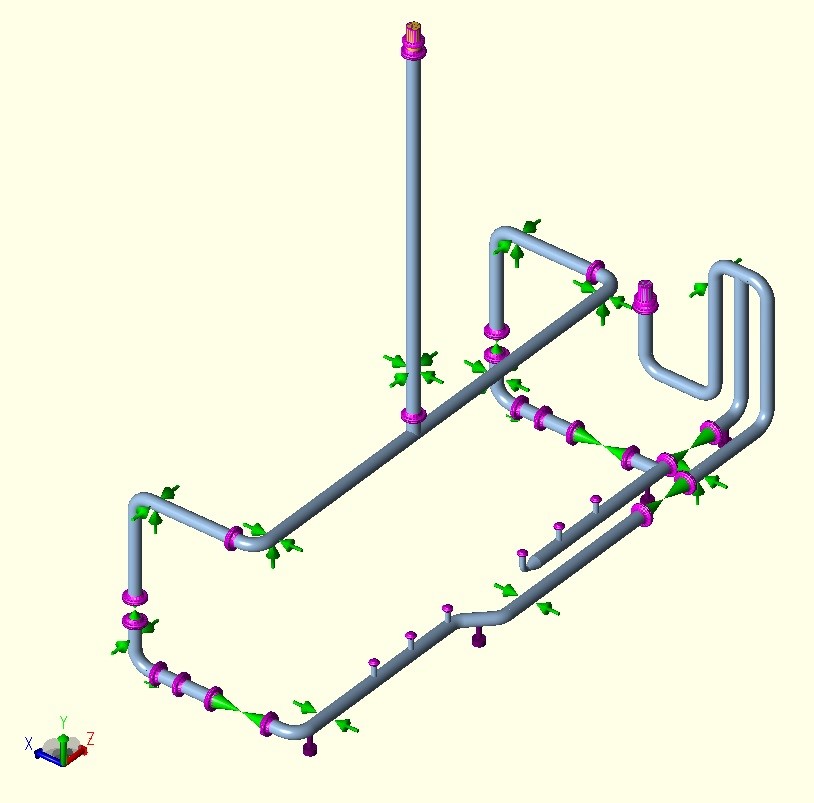
In order to increase pipeline capacity, the operator of a North Sea installation identified that an increase in the maximum allowable working pressure (MAWP) of a compressor discharge cooler was required. Replacement would be time consuming and prohibitively expensive.
FCL were engaged to examine the feasibility of achieving the required increase in the air cooled heat exchanger MAWP from 115 bar g to 130 bar g.
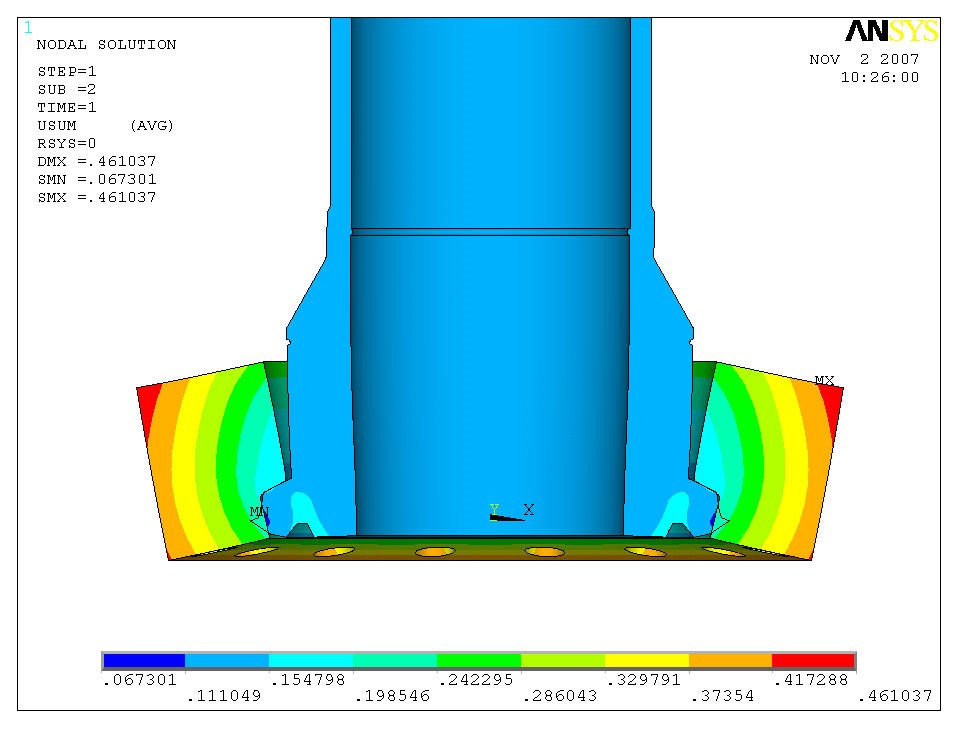
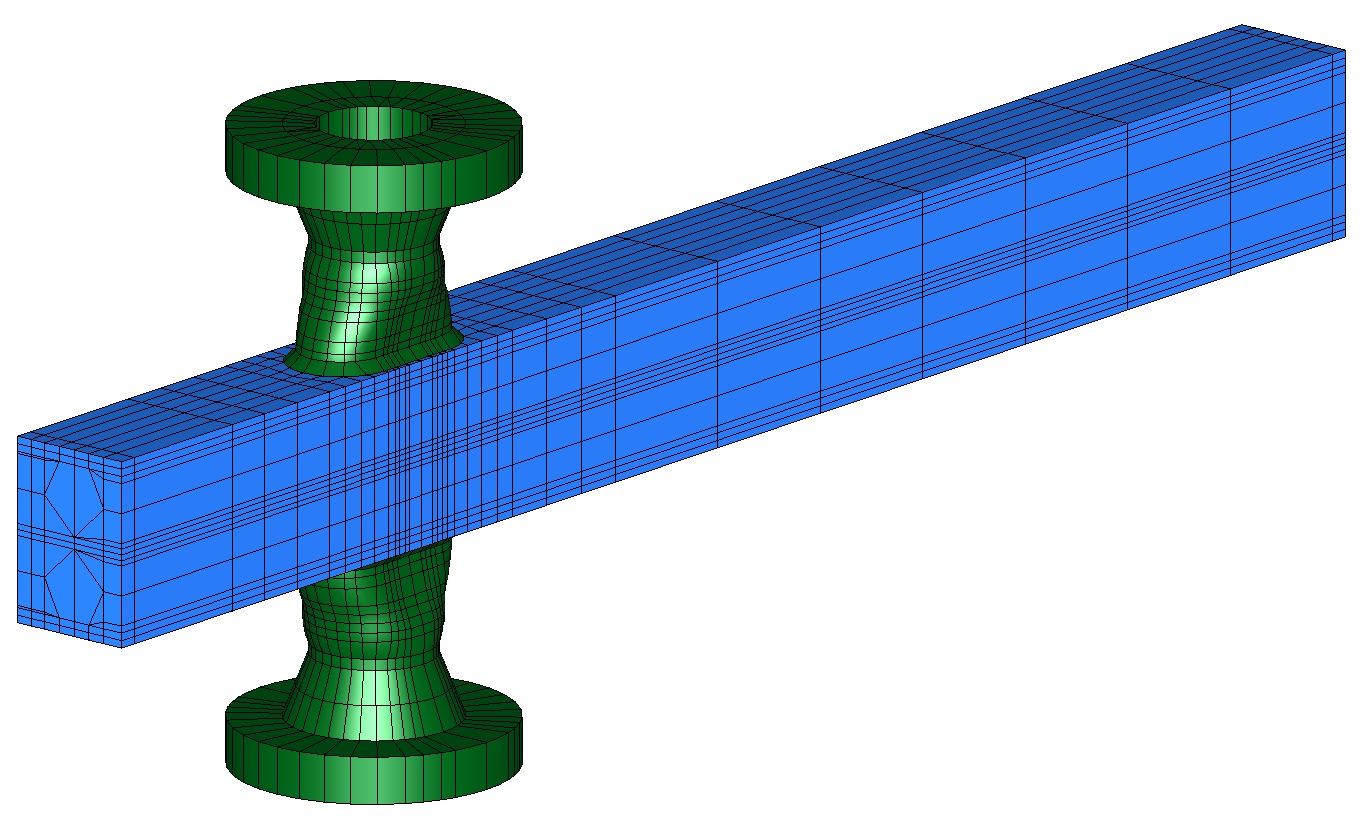
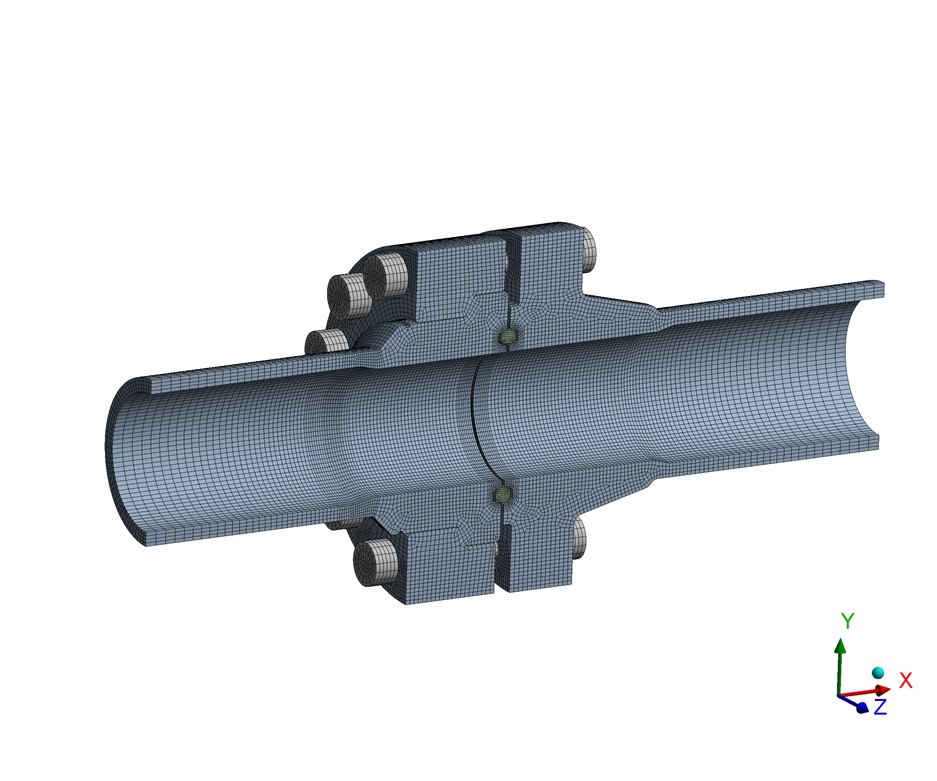
Although Code calculations were sufficient to demonstrate the adequacy of the header box design, the geometry of the stiffened process nozzle transitions fell outside published code rules and a three dimensional linear elastic finite element stress analysis of one of the headers was carried out in order to substantiate the design for the increased MAWP.
The FE model was constructed entirely in brick elements with the geometry and thickness of the transition based on dimensions mapped to replicate the results of a dimensional survey commissioned by the operator. The results of the finite element stress analysis were validated by strain gauge measurements taken on the transition side walls. Correlation between the strain measurements and the results of the stress analysis was achieved.
A comprehensive report was prepared and submitted to the certifying authority in support of the proposed increase in MAWP. The report made the case for increasing the MAWP without the need for a further hydrotest of the rerated plant and was approved without the need for further work.
At the request of the operator, FCL subsequently carried out an assessment of tolerable defect sizes that could safely exist at locations in the transition nozzle necks at the increased MAWP. This demonstrated that the tolerable defects were large enough to be identified by the available NDE methods and that the equipment was not susceptible to premature failure due to cyclic loading.
FCL involvement on the project enabled the client to press forward with their plans to safely increase pipeline capacity with the minimum of delay.
Your enquiry has been safely and securely received. Our office is open weekdays from 9am to 5pm - you can expect a response during the next 2-3 working hours.